نکات مهمی که در مورد جوشکاری قوس فلزی باید بدانید.
ایمنی در جوشکاری قوس فلزی یکی از موارد مهمی است که باید در نظر گرفته شود. جوشکاری قوس فلزی نوعی از جوشکاری می باشد که تنوع زیادی دارد و در طیف گسترده ای از کارهای صنعتی استفاده می شود. از الکترود روکش دار برای وصل کردن قطعات فلزی در این روش استفاه می شود. در ادامه با فرآیند انجام شدن این نوع از کار و انواع الکترودهای مورد استفاده آشنا می شویم. قطعات مورد استفاده و نوع کاری که در این روش انجام می شود و همچنین نکات مهم ایمنی در جوشکاری قوس فلزی مورد توجه قرار می گیرد. جوشکاری MMA یا جوشکاری دستی چگونه انجام می شود؟
قطعات درگیر در جوشکاری MMA فلزی هستند که با الکترود روکش دار به یکدیگر متصل می شوند. به لطف گرمای خارج شده از قوس الکتریکی و پایه فلزی، الکترود ذوب می شود و قطعات به یکدیگر متصل می شوند. برای اینکه این فرآیند با موفقیت کار کند مهم است که پارامترهای خاصی را انتخاب کنید. یک الکترود باید با قطعه ای که با آن سازگارجوش داده می شود. آمپر مورد استفاده در زمان کار با دستگاه با توجه به قطر الکترود و ضخامت قطعه و همچنین موقعیت صحیح پایانه ها مورد توجه قرار می گیرد. در ادامه به بررسی هر مسیر انجام فرآیند می پردازیم.
اگر قصد جوشکاری به نحو دیگر را دارید با خواندن مقاله زیر کار خود را به راحتی انجام دهید .
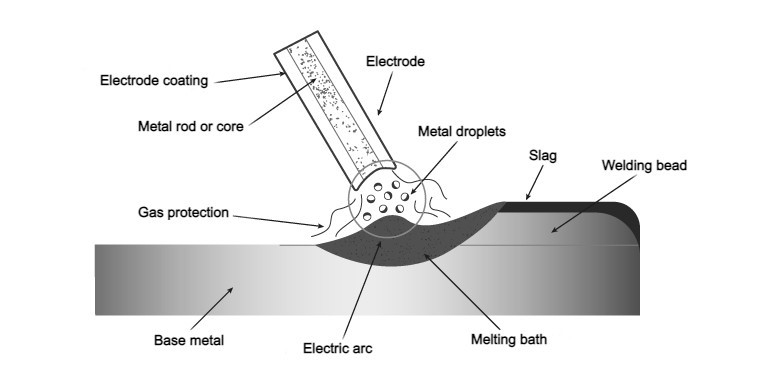
قطعات الکترود مواردی هستند که در جوشکاری قوی فلزی استفاده می شوند. در تصویر به وضوح نشان داده شده است که الکترود دارای میله یا هسته فلزی و یک پوشش شار است. در انتهای سمت چپ میله نگهدارنده الکترود یک ناحیه فلزی بدون روکش که گیره نگهدارنده الکترود به آن متصل است وجود دارد. در مرکز هسته شار و انتهای سمت راست نوکی قرار دارد که در هنگام جوشکاری ذوب می شود. پوشش مذاب یک سرباره ایجاد می کند که از جوش محافظت می کند. با جلوگیری از آلودگی مواد ذوب شده، بهبود و تثبیت عملیات قوس، سطح و ویژگی های مکانیکی و همچنین کاهش سرعت سرمایش و امکان ایجاد جوش در موقعیت های مختلف جوشکاری قوس فلزی به بهترین شکل انجام می شود.
آیا همه الکترودهای جوشکاری قوس فلزی اجزای یکسانی دارند؟
جواب این سوال خیر است. با توجه به نوع موادی که قرار است جوش داده شود و نوع روکش آنها نیز متفاوت می باشد. برای آشنایی بیشتر انواع و مشخصات الکترودها در انجمن جوشکاری آمریکاAWS)) و مهندسان مکانیک انجمن آمریکایی(ASME)، الکترودهای اسیدی، روتیل، سلولزی و پایه وجود دارد. اما ویژگی آنها شامل چه مواردی می باشد:
الکترودهای اسیدی
الکترودهای اسیدی از اکسیدهای آهن، آلیاژهای منیزیم آهنی و سیلیکون ساخته شده اند. آنها با قوس پایدار، اکسیداسیون بالا و حذف آسان سرباره مشخص می شوند. تعمیر و نگهداری آسان و هزینه کم، این نوع از جوش از مقاومت خوبی برخوردار است. از معایب آنها خطر ترک خوردگی می باشد.
الکترودهای روتیل
در مورد این الکترودها، ترکیب آنها بیشتر روتیل است. آنها دارای قوس پایدار و احتراق ساده هستند. مهره جوشکاری که می گذارند از نظر زیبایی بهتر از سایرین است و به خوبی حفظ می شود و علاوه بر این مانند الکترودهای اسیدی در مقابل جوش مقاوم هستند اما امکان ترک خوردگی در آنها وجود دارد.
الکترودهای سلولزی مورد استفاده در جوشکاری قوس فلزی
ترکیب الکترودهای سلولزی از سلولز، منیزیم و سیلیکون است. این نمونه از الکترودها دارای نفوذ بالا، قابلیت کار کردن هستند و سرباره کمی تولید می کنند. وجود هیدروژن در این الکترودها زیاد می باشد.
الکترودهای اساسی
الکترودهای پایه از اکسیدهای آهن و آلیاژهای آهنی تشکیل شده اند. آنها دارای قوس کمتر پایدار و کوتاه تر و همچنین ورودی هیدروژن بسیار کم هستند. آنها باید در دمای ذخیره سازی30 تا 150 درجه باشند. زیرا پوشش آنها رطوبت را درک می کند و رطوبت در آن تخلخل ایجاد می کند. اما جوش هایی با این نوع الکترودها بسیار مقاوم هستند.
قطر الکترود مورد استفاده در جوشکاری قوس فلزی
به طور کلی، قطر الکترودها با آمپر تجهیزات جوشکاری که مورد استفاده قرار می گیرد و ابعاد موادی که قرار است جوش دهید در ارتباط می باشد. در ادامه محدوده آمپری که توصیه می شود که بسته به قطر الکترود باید انتخاب شود توضیح داده شده است.
1- 50-25 آمپر برای الکترودهای 6/1 میلی متری
2- 80- 40 آمپر برای الکترودهای 2 میلی متری
3- 110-60 آمپر برای الکترودهای 5/2 میلی متری
4- 140- 80 آمپر برای الکترودهای 25/3 میلی متری
5-160-115 آمپر برای الکترودهای 5 میلی متری
6- 260-190 آمپر برای الکترودهای 6 میلی متری
اکنون می دانید انواع الکترودها چیست؟ ممکن است این سوال را داشته باشید که برای چه موادی استفادهمی شود.
هر الکترود برای جوشکاری MMA یا جوشکاری قوس فلزی چه کاربردی دارد؟
الکترودهای اسیدی در ساخت و ساز برای جوشکاری افقی فولادهای کم کربن یا کمی ناخالصی استفاده می شود. با این حال الکترودهای روتیل در اخت دیگ های بخار کشتی سازی و سازه های فلزی، برای جوشکاری ضخامت های کوچک فولاد های کم کربن یا کمی ناخالصی در همه موارد استفاده می شود. از طرف دیگر، الکترودهای سلولزی دارای نفوذ بالایی هستند و بنابراین برای جوشکاری در همه موقعیت ها از جمله لوله های عمودی رو به پایین یا جایی که مهره در طرف عقب امکان پذیر نیست یا دسترسی الکترود بسیار مهم است برای فولادهای کم کربن با مقدار کم مناسب هستند. وجود ناخالصی ها و در نهایت الکترودهای اساسی برای جوشکاری در همه موقعیت ها حتی با ضخامت زیاد مناسب هستند.
آیا همه الکترودها جریان یکسانی را ارائه می دهند؟ در ادامه توضیح داده خواهد شد.
تجهیزات جوشکاری قدیمی از جریان متناوب در خروجی استفاده می کردند. بنابراین جریان در طول زمان ثابت نبود. با این حال تجهیزات جوشکاری امروز، اینورتور از یکسو کننده موج کامل استفاده می کنند که فرکانس50-60 هرتز را از جریان متناوب به جریان مستقیم تبدیل می کند. به طوری که آنها می توانند به وطر مداوم درزهای طولانی جوشکاری را جوش دهند. اما برای اینکه این امر امکانپذیر باشد باید مطمئن شوید که الکترودها با جریان مستقیم و متناوب و قطبیت سازگار هستند. چهارمین رقم طبقه بندیAWS همان چیزی است که شما را نشان می دهد. در رابطه با انواع الکترودهایی که قبلا دیده ایم، ارتباطی که بهترین کار را می کند عبارت است از:
-الکترود روتیل:قطبیت مستقیم
-الکترود سلولزی: قطبیت معکوس
-الکترود اساسی: قطبیت معکوس
-الکترودINOX: قطبیت معکوس
وقتی قطبیت مستقیم است، گیره نگهدارنده الکترود به قطب منفی و گیره زمین به قطب مثبت متصل می شود. هنگامی که قطبیت برعکس می شود گیره نگهدارنده الکترود به قطب مثبت و گیره زمین به قطب منفی متصل می شود.
منظور از نامگذاری الکترود در جوشکاری قوس فلزی چیست؟
الکترودها دارای نام استانداردی هستند که از یک حرف و چهار رقم تشکیل شده است و طبقه بندی آنها بستگی به همبن موارد دارد.
نامگذاری الکترود:
حرفE نشان می دهد که الکترود برای جوشکاری الکتریکی دستی مناسب است. دو عدد بعدیXX نشان دهنده حداقل استحکام کششی ، بدون عملیات حرارتی پس از جوشکاری، فلز رسوب شده است. حرف Y موقعیت هایی را که می توانید با آن الکترود جوش دهید نشان می دهد. اگر 1 است، می توانید آن را در حالت صاف، عمودی، سربار و افقی انجام دهید. اگر 2 در مسطح و افقی می تواند قرار بگیرد. اگر 4 باشد راحت است و می توانید آن را در موقعیت صاف قرار دهید. همچنین در حالت عمودی به سمت پایین استفاده می شود. حرف Z نشان دهنده نوع جریان و قطبی است که الکترود با آن بهتر کار می کند و نوع روکش آن را مشخص می کند. بنابراین قبل از انخاب الکترود چه جنبه هایی را باید در نظر گرفت؟
-پایه فلزی مواد جوش داده شده، ضخامت وشکل آن باید با مواد سازگار باشد.
-نوع جریان: مستقیم است یا متناوب
-قدرت الکتریکی
-موقعیتی که به الکترود اجازه می دهد مقاومتی که از جوشکاری پشتیبانی می کند را در نظر بگیرد.





























[…] از خطاها یا مهارت های انسانی حفظ شود. پیشنهاد خواندن :نکات مهم در مورد جوشکاری قوس فلزی تعداد نمایش: 6 mojtaba ۴ دی […]